An exclusive look at how improved laser technology benefits mold texturing, engraving and micromachining.
An exclusive look at how improved laser technology benefits mold texturing, engraving and micromachining.
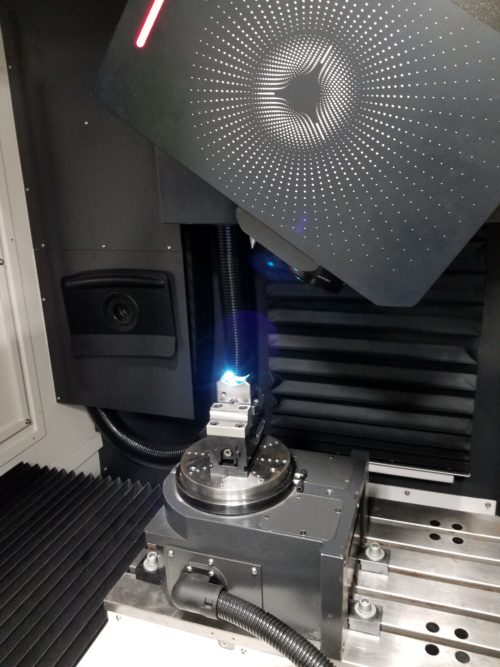
As moldmakers, it is essential to remain on the cutting edge of technology trends. One such advancement is five-axis laser technology for mold texturing, engraving and micromachining. Although this technology has been around for the last decade there have been significant advancements in the last few years. Most notably, a Z focus shifter to reduce machining times, flexi-pulse sources for improved surface finishes and process automation to eliminate traditional labor-intensive techniques.
The Z focus shifter combined with a high-speed 3D scanning system can reduce machining time by up to 40% which is ideal when texturing high angle and complex geometries. This is possible because the Z focus of the beam changes to match the contour of the mold without the machine axis moving. Instead mirrors adjust inside of the head to allow for a larger machining area within a defined deflection parameter. This reduces the required number of machine positions needed to complete a project, while simultaneously increasing the patch size.


The increased patch size or toolpath also helps improve the surface finish. Without a Z focus shifter, you must blend multiple small patches together when working with high angle or complex geometries. However, with the Z focus shifter, you can complete complex high angle surfaces with fewer patches producing higher quality, more uniform textures while decreasing the machining time.

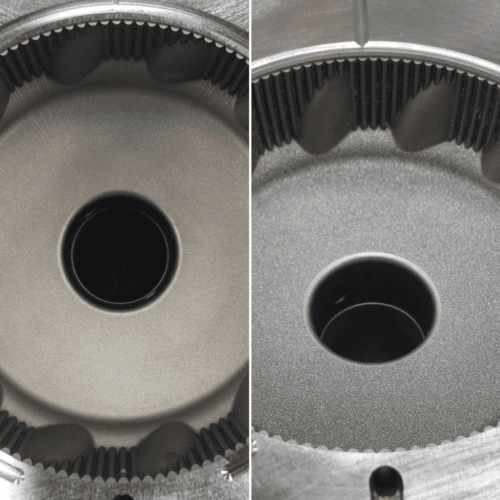
The Z focus shifter paired with dual flexi-pulse sources adds a new level of quality to laser texturing, engraving and micromachining. The flexi-pulse sources have the ability to adjust the pulse duration from 4-200 nanoseconds. Reducing the length of the pulse allows for improved quality by reducing energy lost below the ablation threshold. This feature allows for better control of the surface finish. Adding the ability to minimize burr or recast and reduce micro fracturing. With dual sources you can switch between sources ranging from 100-watt to 30-watt sources to achieve unprecedented surface finishes without compromising on time or quality.
Mold Making Impacts
Laser texturing is a clean, repeatable automated process with limitless design possibilities.In addition to reduced machining times and improved surface finishes, laser technology allows multiple processes, textures and engraving to be completed on one machine in one single setup. For example, a firearms project requiring a custom print pattern on the grip with a matte finish on the frame and an engraved logo can all be completed on one machine. The ability to do this allows for unprecedented quality and turnaround time while delivering high detailed, repeatable results producing crisp lines with no undercut. Whereas, traditional techniques would require multiple steps, processes and or machines to complete the same project. Utilizing chemical etching techniques requires labor-intensive masking and pattern placement via hand transferring as well as the restriction of only being able to etch one pattern at a time. The results are difficult to repeat and the process will produce uneven tape lines and undercuts with limits to pattern designs and depths. This is due to the fact that acid not only etches downward to remove material but also outward. This is problematic as it will undercut the pattern detail off as you etch down creating sticking points around standing features that hold the part from ejecting properly from the mold.
Traditional chemical etching is a labor-intensive complex process that creates waste and is vulnerable to many variables affecting the end result. On the other hand, laser texturing is a clean, fully digital process capable of replicating all industry standard patterns and allows for virtually limitless custom-designed possibilities. Laser technology unlocks the potential to achieve depths and detail not previously possible through chemical etching. This is due to the fact that the laser ablation process does not undercut detail as chemical etching will. The laser process is also highly repeatable, making it ideal for large multicavity projects that require consistency. As an added benefit, since the laser process does not require the use of acid etching or bead blasting in most cases molds can be left partially assembled during the texturing and engraving process. This is ideal for molds with multiple inserts and or ejector pins reducing handling and production time while lowering the risk of damage to mold components through assembly/disassembly, acid etching and bead blasting.
Conventional engraving and micromachining can be a time-consuming process using multiple technologies. Pantographs have been used for decades to engrave directly into mold cavities or used to cut electrodes then burned into the cavity using an EDM machine. High-speed CNC machines have the ability to engrave into the mold cavity or cut electrodes. However, both options have limitations related to cutter sharpness and breakage as well as limitations to five-axis capabilities particularly on small detailed features in restrictive areas that cutter heads or EDM machines can not reach.
Laser technology solves some of these issues. With a beam width of .0013 to 0.002-inch, engraving small details is not an issue and the five-axis capabilities of lasers ease access to any surface. With a focal of up to 11 inches and the ability to cut at angles, you can reach virtually any side wall or pocket. In most cases this eliminates the need to cut electrodes to burn engraving on hard to reach surfaces or to achieve fine detail. This also eliminates many issues associated with cutters such as sharpness, breakage, radiuses and cutter marks which may later need to be polished. If laser engraving directly into the cavity is unachievable (example, to create standing text) laser engraving electrodes is the most economical option. Laser engraving electrodes allows for the ability to engrave sharp corners and apply small intricate details on complex surfaces and geometries with ease.
Laser Texture over EDM
In most cases, you can laser over EDM, which reduces polishing costs and speeds turnaround time. This is not possible with chemical etching techniques as EDM is not affected by acid and needs to be removed prior to the texturing process. Laser texturing, engraving and micromachining is also less susceptible to weld and steel hardness which can cause multiple problems when chemical etching or repairing molds as the acid will react differently to different hardnesses and materials. Laser technology combined with the ability to automate the process puts the moldmaking industry one step closer to replacing the need for traditional acid etching and labor-intensive engraving techniques.